Сварка медных проводов: пошаговая технология, режимы и частые ошибки

Сварка медных проводов — самый надёжный способ соединения скруток по нормам ПУЭ. Технология проста: зачищенные жилы скручивают, наносят флюс (буру) и оплавляют кончик скрутки угольным электродом за 0.5–2 секунды. Результат — монолитный контактный шарик, который не греется и служит десятилетиями.
Сварка, пайка или клеммы — что надёжнее для домашней проводки?
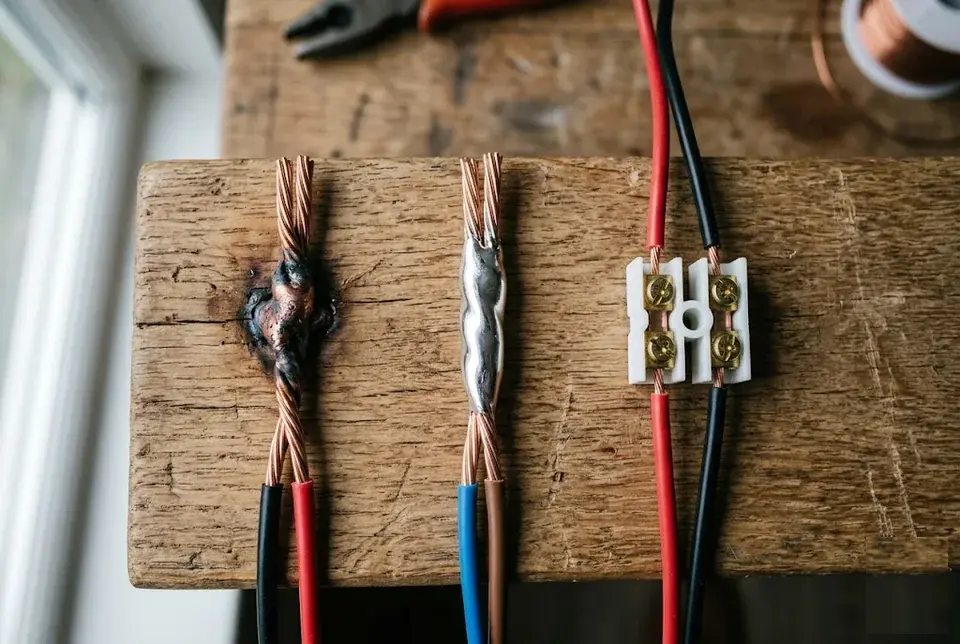
Разберём четыре основных способа соединения медных проводов — сварку, пайку, клеммы Wago и опрессовку — и покажем, почему сварка медных проводов считается эталоном по ПУЭ.
Почему сварка скруток — единственный метод, соответствующий ПУЭ
По нормам ПУЭ (глава 2.1) соединение жил должно быть механически прочным и иметь сопротивление не выше цельного провода — сварка скруток даёт монолитный контактный шарик, который не ослабевает со временем. При этом методе медные жилы оплавляются в единую каплю, и переходное сопротивление такого соединения практически равно сопротивлению цельного медного проводника той же длины — около 0,000017 Ом·м. Пайка, хоть и даёт надёжный контакт, требует качественного канифольного или кислотного флюса и прогрева каждой жилы паяльником 100 Вт минимум, иначе припой ложится только на поверхность скрутки. Клеммы Wago удобны для монтажа освещения, но их пружинные зажимы при токах 16 А и выше (розеточные группы на 2,5 мм²) со временем ослабевают из-за нагрева — это не нарушение ПУЭ, но снижает запас надёжности. У розеточных групп с постоянной нагрузкой 2-3 кВт этот метод остаётся единственным, который не требует периодической подтяжки или замены через 5-10 лет эксплуатации.
Сравнение методов соединения: сварка, пайка, клеммы, опрессовка
| Метод | Надёжность | Сложность | Оборудование | Соответствие ПУЭ |
|---|---|---|---|---|
| Сварка скруток | Высокая (монолитный контакт) | Средняя | Инвертор + угольный электрод | Да |
| Пайка | Высокая (при качественном флюсе) | Высокая | Паяльник 100 Вт + припой + флюс | Да |
| Клеммы Wago | Средняя (пружина ослабевает) | Низкая | Только клеммы | Да (с оговорками) |
| Опрессовка гильзами | Высокая | Средняя | Пресс-клещи + гильзы | Да |
| Скрутка без сварки | Низкая (греется, окисляется) | Низкая | Только пассатижи | Нет |
В распределительных коробках в квартире оптимальна комбинация: сварка для розеточных групп (сечение 2,5 мм²) и клеммы для освещения (1,5 мм²) — так вы получаете и надёжность, и удобство обслуживания.
Почему скрутка без сварки — это опасно
Простая скрутка без сварки со временем ослабевает из-за циклического нагрева — между жилами появляется микрозазор, возникает искрение, и соединение начинает греться вплоть до возгорания. В распределительной коробке с проводкой на 30-40 лет скрутка под штукатуркой недоступна для осмотра, а сопротивление в месте стыка растёт с каждым циклом нагрев-остывание — через год-два плотная скрутка из 5-6 витков может нагреваться до 70-80 °C при номинальном токе 16 А. Медь на воздухе окисляется, образуя плёнку оксида Cu₂O с удельным сопротивлением в десятки раз выше чистой меди — это превращает соединение в локальный нагреватель. При замене старой алюминиевой проводки на медную в домах алматинских хрущёвок скрутка меди с алюминием без переходной клеммы даёт гальваническую пару с разностью потенциалов около 0,65 В, что ускоряет коррозию в 3-4 раза по сравнению с однородным соединением.
Чем сваривать медные провода — выбор электрода и аппарата

Для соединения медных скруток не нужен дорогой аппарат — подойдёт обычный инвертор в режиме MMA. Главное — правильно выбрать электрод и настроить минимальный ток.
Угольный или графитовый электрод — что выбрать новичку
Угольный электрод для сварки проводов — лучший выбор новичку: он даёт стабильную дугу при малом токе (30–50 А) и медленнее пережигает скрутку, прощая ошибки с временем дуги. Внутри угольного стержня нет связующих добавок — он однороден по плотности, поэтому дуга горит ровно, без скачков тока даже на дешёвых инверторах. Графитовый электрод для соединения проводов быстрее разогревается: его теплопроводность выше, и кончик плавится при 50–70 А, что даёт более глубокий проплав толстой скрутки из 4–6 мм² жил. На тонких проводах 1.5 мм² графит перегревает медь за 1–2 секунды — скрутка превращается в красный шар, а изоляция рядом плавится. В практике мастеров PROFI-DOM новички с графитом пережигали каждую третью скрутку, пока не научились держать дугу не дольше секунды — поэтому для первых опытов берите уголь, а графит оставьте для жил от 4 мм².
Какой сварочный аппарат подойдёт для соединения проводов
Обычный инверторный сварочный аппарат с режимом MMA и регулировкой тока от 30 А — всё, что нужно для сварки медных проводов в квартире, специализированные устройства вроде ТС-700 удобны, но не обязательны. Режим работы — DC (постоянный ток), полярность — прямая (электрод на минус, масса на плюс): так дуга стабильнее, а разбрызгивание минимально. Трансформаторные аппараты старого образца (ВД-306, ТДМ) дают переменный ток, на котором угольный стержень горит с сильным гудением и частыми обрывами дуги — соединение скруток становится мучением. Главное требование — возможность выставить ток 30–40 А для тонких жил 1.5 мм²; многие бюджетные инверторы имеют нижний порог 50 А, что уже рискованно для тонких проводов — проверяйте характеристики перед покупкой.
Держатель электрода и зажим массы — что важно знать
Для соединения скруток используют стандартный держатель электрода с цанговым зажимом и зажим массы («крокодил») — подойдёт любой комплект, идущий в базовой комплектации инвертора. Цанга держателя должна плотно обжимать угольный стержень диаметром 6–8 мм: если электрод болтается, дуга будет прерывистой, а контакт — искрить. Длина сварочных кабелей (обычно 2–3 метра) достаточна для работы в распаечной коробке, но если она далеко от розетки — удлинитель на 10 метров снижает напряжение на 5–8%, что критично при токе 30 А. Убедитесь, что зажим массы имеет хороший контакт с медной шиной или неизолированным участком провода — плохой контакт вызывает нестабильную дугу и перегрев держателя.
Технология сварки скрутки — пошаговая инструкция

Сварка скрутки — процесс на 2–3 минуты на одно соединение. Разберём каждый шаг: от зачистки изоляции до проверки готового контакта.
Подготовка проводов — зачистка и скрутка жил
Зачистите изоляцию на 30–50 мм стриппером или монтажным ножом, зачистите каждую жилу до блеска мелкозернистой наждачкой и скрутите их пассатижами в плотную косичку — 5–7 витков, без зазоров между жилами. Стриппер с регулировкой глубины реза (Knipex 12 62 180, Jonard Tools WS-1212V) снимает изоляцию без рисок на меди — нож оставляет невидимые царапины, которые при нагреве становятся концентраторами напряжений. При сечении 1.5–2.5 мм² оптимальная длина скрутки — 40–45 мм: более длинная косичка перегревается по всей длине, короткая (менее 30 мм) даёт малую площадь контакта с электродом и дуга гаснет. Не скручивайте жилы пальцами — плотность скрутки должна быть такой, чтобы между витками не проходил свет; слабая скрутка приводит к неравномерному прогреву и хрупкому сварному шарику.
Нанесение флюса и сварка скрутки
Перед сваркой окуните кончик скрутки в порошок буры (тетраборат натрия) — флюс защищает медь от окисления при нагреве; затем коснитесь скрутки угольным электродом на 0.5–2 секунды — на кончике образуется монолитный контактный шарик. Буру можно купить в любом хозяйственном магазине по Алматы (200–300 тенге за 100 г) — она же используется как припой для пайки меди, но здесь работает как флюс-раскислитель. Ток на инверторе выставляйте 70–90 А (сечение 1.5–2.5 мм²) и 100–130 А (сечение 4–6 мм²) — на меньшем токе дуга нестабильна и шарик получается пористым, на большем — медь перегревается и капает. Время дуги — самый критичный параметр: сечение 1.5 мм² держит 0.5 секунды, 2.5 мм² — 1 секунду, 4 мм² — до 2 секунд; если держать дольше, медь перегревается и становится хрупкой.
Проверка качества сварного соединения
Качественный сварной шарик — гладкий, блестящий, без раковин и чёрного налёта, диаметром примерно равным суммарному сечению скрученных жил; если шарик матовый или с кратерами — соединение выполнено с нарушением режима. После остывания (10–15 секунд) осмотрите шарик под ярким светом: матовость указывает на недостаток флюса или короткое время дуги, чёрный налёт — на избыток кислорода в зоне сварки (плохо прокалённый электрод или влажный флюс). Проверьте прочность соединения лёгким подёргиванием — шарик не должен отламываться от скрутки; если отламывается, значит, время дуги было слишком большим и медь перегрелась — такую скрутку нужно отрезать и сделать заново.
Изоляция сварного соединения
После остывания сварного шарика (10–15 секунд) наденьте термоусадочную трубку диаметром, соответствующим сечению провода, и усадите её термофеном или зажигалкой — термоусадка плотно обжимает соединение и защищает его от влаги. У медных проводов сечением 1.5–2.5 мм² подходит трубка диаметром 4.8 мм (до усадки), для 4–6 мм² — 6.4 мм; усадочный коэффициент 2:1 — после нагрева трубка уменьшается вдвое и герметично облегает шарик и изоляцию провода. Не используйте изоленту ПВХ для изоляции сварных скруток в распределительных коробках — со временем она отклеивается из-за нагрева; термоусадочная трубка даёт герметичную изоляцию на весь срок службы проводки.
Режимы сварки для разных сечений — таблица токов и времени
Правильный выбор тока и времени дуги — залог качественного сварного соединения. Сводим параметры по трём популярным сечениям в таблицу.
Таблица режимов сварки для сечений 1.5, 2.5 и 4 мм²
| Сечение жилы | Ток сварки (А) | Время дуги (с) | Длина скрутки (мм) | Диаметр шарика (мм) |
|---|---|---|---|---|
| 1.5 мм² | 30–40 | 0.5–0.8 | 30 | ~2 |
| 2.5 мм² | 50–70 | 0.8–1.2 | 40 | ~3 |
| 4 мм² | 70–90 | 1.2–2.0 | 50 | ~4 |
Начинайте с минимального тока под ваше сечение и увеличивайте его, если дуга нестабильна — лучше сделать два коротких касания, чем одно долгое, которое пережжёт жилы.
Как подобрать ток, если аппарат не имеет точной регулировки
Если ваш инвертор имеет шаг регулировки 10 А и минимальное значение 50 А, на проводе 1.5 мм² используйте короткое касание (0.3–0.5 с) — это снизит тепловложение и предотвратит перегрев тонкой жилы. На бюджетных аппаратах без плавной регулировки (например, Сварог TIG-160 или Ресанта САИ-160) минимальный ток составляет 50–60 А, что вдвое выше рекомендованного значения 1.5 мм². Выход — работать точечными импульсами: коснулись скрутки, дали дугу на полсекунды и сразу отпустили кнопку. Контролируйте сварной шарик визуально: если он превышает 2.5 мм в диаметре, значит, тепловложение избыточно и жилы подплавлены. Альтернатива на тонких проводах — использовать графитовый электрод для сварки проводов большего диаметра (6–8 мм): он медленнее разогревается и даёт более мягкую дугу, что частично компенсирует завышенный ток.
Нужен ли флюс при каждом сечении
Флюс (бура) нужен всегда — без него медь окисляется при нагреве, сварной шарик получается пористым и хрупким, а соединение быстро теряет проводимость. На проводах 4 мм² без флюса медь темнеет уже через 2–3 секунды дуги, образуя слой оксидов толщиной до 0.1 мм, который не удаляется механически. Разницы в составе флюса по сечениям нет — подходит как порошок тетрабората натрия, так и готовая паста Flux-Med, которую наносят кисточкой на зачищенную скрутку перед сваркой. Паста удобнее в работе: она не рассыпается и не требует смачивания, а расход на одно соединение — около 0.2 г. Удобнее использовать готовую флюсовую пасту для меди — она наносится кисточкой и не рассыпается, в отличие от порошка буры, который нужно смачивать перед нанесением.
Флюс и изоляция — что нужно знать
Два важных этапа после сварки — правильное использование флюса и качественная изоляция. Разберём детали, которые влияют на долговечность соединения.
Какой флюс выбрать и как его наносить
Оптимальный флюс при работе с медью — тетраборат натрия (бура) в порошке или готовая флюсовая паста для меди; наносится окунанием кончика скрутки в порошок или кисточкой — слой должен покрывать 5–10 мм от края. Бура расплавляется при 741°C, что ниже температуры плавления меди (1085°C), и активно растворяет оксидную плёнку Cu₂O, защищая зону сварки от повторного окисления. На практике мастера PROFI-DOM используют порошковую буру, насыпанную в мелкую ёмкость: макаем скрутку на 5–7 мм, стряхиваем излишек — и сразу варим, не давая флюсу осыпаться. Готовые пасты (например, «Флюс для меди» от российских производителей или чешская Cermet) удобнее в работе, но стоят дороже и не дают прироста качества перед обычной бурой. Не экономьте на флюсе — если скрутка нагрелась до красна, а флюса мало, медь мгновенно окисляется, и сварной шарик получается чёрным и хрупким; лучше окунуть скрутку дважды.
Термоусадка или изолента — что выбрать
Термоусадочная трубка — лучший выбор при изоляции сварных скруток: она даёт герметичное покрытие, устойчивое к нагреву до 125°C, и не отклеивается со временем, в отличие от изоленты ПВХ, чей клеевой слой высыхает за 2–3 года в алматинских распаечных коробках с перепадами температур. При изоляции одной скрутки сечением 2,5 мм² достаточно трубки диаметром 4,8 мм (до усадки) — усаживается термофеном за 10–15 секунд при 200°C; строительный фен тоже подойдёт, но держите его на минимальной скорости, чтобы не расплавить соседнюю изоляцию. Обычная изолента ПВХ хороша лишь как временная мера или на ровных участках без нагрева: её наматывают в два слоя с перекрытием 50%, но со временем она сползает с округлого сварного шарика. В распределительных коробках используйте термоусадку с клеевым слоем — она дополнительно герметизирует соединение от влаги; на открытых участках проводки подойдёт обычная термоусадка без клея.
Безопасность при сварке проводов в домашних условиях
Процесс сварки медных проводов связан с открытой дугой и высокой температурой. Пренебрежение безопасностью может привести к ожогам, пожару или поражению током. Разберём три ключевых правила.
Защита глаз и кожи от сварочной дуги
Используйте защитные очки со светофильтром (маска «хамелеон» или очки с затемнением DIN 9–11) — даже короткая вспышка дуги может вызвать ожог роговицы (электроофтальмию), который проявляется через несколько часов. Обычные солнцезащитные очки не отсекают ультрафиолетовое излучение дуги, а кожа на руках и шее получает ожог за секунду работы без плотных перчаток и закрытой одежды. При кратковременной сварке нескольких скруток в распределительной коробке подойдут сварочные очки-«капли» с затемнением DIN 10 — они компактнее маски и не мешают работать в стеснённых условиях. На мой взгляд, маска «хамелеон» удобнее, если предстоит сварить больше 5–6 скруток за раз: она автоматически затемняется при зажигании дуги и не требует постоянного опускания и подъёма. Перед началом работ убедитесь, что светофильтр не имеет царапин и трещин — дефекты рассеивают свет и снижают защиту глаз.
Пожарная безопасность и вентиляция
Работайте на негорючей подложке (металлический лист, керамическая плитка) и обеспечьте вентиляцию помещения — при сварке выделяются пары флюса и оксиды меди, которые вредны при вдыхании. В нашей практике был случай, когда мастер сваривал скрутку над диваном — искра попала на синтетическую обивку, и тлеющий след заметили только через полчаса, когда дым пошёл по квартире. Держите рядом огнетушитель или ведро с водой — искры от дуги разлетаются на 1–2 метра и могут попасть на легковоспламеняющиеся материалы (обои, шторы, опилки); после сварки проверьте место работы через 10–15 минут. Если работаете на лестнице или стремянке, застелите пол под ней листом металла или гипсокартона — падающие капли расплавленной меди прожигают линолеум и ламинат за секунды.
Электробезопасность при работе с инвертором
Перед сваркой отключите напряжение в распределительной коробке (автомат на щитке) и убедитесь, что провода, которые вы свариваете, не находятся под напряжением — инвертор подключается к сети 220 В, и поражение током возможно при повреждении изоляции. Не работайте с инвертором во влажных помещениях (ванная, подвал) без УЗО — даже небольшой ток утечки через влажную кожу может быть смертельным. Держите кабель держака и массу подальше от воды и мокрых поверхностей, а сам инвертор ставьте на сухую подставку, а не на бетонный пол. Если на корпусе аппарата появились сколы или трещины, заклейте их изолентой до замены — через повреждённую изоляцию дуга может пробить на корпус, и вы получите удар при касании металлических частей распредкоробки.
Частые ошибки новичков и как их избежать
Даже опытные электрики иногда допускают ошибки при сварке скруток. Разберём пять самых частых проблем, их причины и способы исправления.
Скрутка почернела и стала хрупкой — что пошло не так
Чёрный цвет и хрупкость сварного шарика — признак перегрева меди из-за слишком долгого времени дуги (более 2 секунд) или завышенного тока; медь переходит в хрупкое состояние, теряет проводимость и при малейшем усилии ломается. Время дуги при скрутке из 3–4 жил сечением 1,5–2,5 мм² не должно превышать 0,5–1 секунды, а ток — 70–90 А; при 4–6 мм² время увеличивают до 1,5–2 секунд, но не дольше. Даже лишние 0,3 секунды дуги — разница между плотным шариком и спекшейся окалиной, которую можно раздавить пальцами. Такую скрутку нельзя оставлять в распределительной коробке — она разрушится от вибрации или нагрева; отрежьте повреждённый участок, зачистите жилы заново и выполните соединение с правильным режимом (меньше ток, короче касание).
Сварной шарик не сформировался — скрутка просто оплавилась
Если вместо шарика на конце скрутки образовался неровный наплыв или жилы просто оплавились — значит, ток был слишком мал для данного сечения, и дуга не смогла расплавить медь до образования монолитного контакта. При сечении 1,5 мм² минимальный рабочий ток — 60–70 А, для 2,5 мм² — 80–90 А; если выставить 50–60 А, дуга будет гореть вяло, нагреет поверхность, но не создаст расплавленную ванну внутри скрутки. Наплыв без шарика — это окисленная корка сверху, а под ней — сырая медь с зазорами между жилами. Проверьте контакт зажима массы — плохое соединение массы снижает ток дуги на 20–30%; также убедитесь, что электрод для сварки медных проводов касается именно кончика скрутки, а не боковой поверхности жил.
Скрутка развалилась после сварки — слабая механическая связь
Если сварной шарик держится на скрутке непрочно и отламывается при лёгком подёргивании — причина в недостаточной плотности скрутки: между жилами остались зазоры, и расплавленная медь не смогла их заполнить. Нормальная скрутка из 3–4 жил сечением 2,5 мм² должна быть длиной 30–50 мм и скручиваться пассатижами до состояния монолитного жгута — без просветов между витками, иначе дуга проваливается внутрь и шарик не схватывает все жилы. Перед сваркой проверьте скрутку на прочность — попробуйте сдвинуть жилы относительно друг друга; если они двигаются, скрутите плотнее пассатижами, сделав на 2–3 витка больше.
Ошибки при изоляции — почему термоусадка не держится
Термоусадочная трубка не держится на сварном шарике, если на нём остались следы флюса или окалины — перед изоляцией протрите шарик сухой ветошью или слегка зачистите мелкой наждачкой. Остатки флюса создают маслянистую плёнку, из-за которой клей термоусадки не схватывается, а окалина крошится и не даёт трубке плотно обжать шарик. Если термоусадка не садится плотно, нагрейте её до полной усадки и прижмите пальцами через ткань на 5–10 секунд до остывания — это обеспечит герметичное прилегание к неровной поверхности шарика.
Заключение
Мы разобрали все этапы сварки медных скруток — от выбора электрода до финальной изоляции. Соберём главные правила, которые превратят соединение в монолит на десятки лет.
Главные выводы
- Сварка медных проводов — самый надёжный метод соединения, соответствующий нормам ПУЭ. В отличие от пайки, клемм и опрессовки, она даёт монолитный контактный шарик, который не окисляется и не ослабевает со временем.
- Ключевой параметр — плотная скрутка длиной 30–50 мм. Если жилы скручены слабо или с зазорами, сварной шарик не сформируется, а соединение будет хрупким и ненадёжным.
- Режим подбирается под сечение жил: для 1,5 мм² достаточно 30–40 А и 0,5–1 секунды дуги, для 4 мм² — 80–100 А и 2–3 секунды. Превышение времени ведёт к перегреву и отгоранию жил.
- Флюс обязателен для всех сечений свыше 1,5 мм². Он защищает расплав от окисления и улучшает текучесть меди. Без флюса на шарике образуется окалина, которая снижает проводимость.
- Изоляция термоусадкой — финальный этап. Перед усадкой шарик нужно зачистить от флюса и окалины, иначе трубка не приклеится и со временем сползёт.
(по предварительной записи)


