Стыковая сварка трубопровода: технология, подготовка стыков и контроль качества

Стыковая сварка трубопровода — это технология соединения отрезков труб в неразъёмный трубопровод. Процесс включает подготовку кромок (V-образная разделка с углом 60–70°), сборку стыка с зазором 2–3,5 мм, многослойную сварку корневого, заполняющих и облицовочного швов, а также контроль качества (ВИК, УЗК, рентген). Качество стыка определяет герметичность и ресурс всего трубопровода.
Что такое стыковая сварка трубопровода и какие бывают стыки
Это технология соединения отрезков труб в неразъёмную линию путём сварки их подготовленных торцов. Разделяют два принципиально разных типа стыков — поворотный и неповоротный, которые отличаются положением сварки, требуемым оборудованием и квалификацией исполнителя.
Определение и суть процесса
Сам процесс соединяет отрезки труб в неразъёмную линию сваркой их торцов и включает четыре обязательных этапа: подготовку кромок (разделка под угол 30–35°, зачистка фаски до металлического блеска), сборку стыка с центровкой центратором и прихватками электродом Ø3 мм, многослойную сварку корневого, заполняющего и облицовочного швов, а затем контроль визуально-измерительным методом (ВИК) и, по проекту, ультразвуковой дефектоскопией или радиографией. На магистральных трубопроводах диаметром от 530 мм сварку ведут за 3–5 проходов, на тонкостенных трубах отопления или водопровода (стенка 3–5 мм) — за 2–3 прохода. Каждый слой шва несёт свою нагрузку: корень обеспечивает герметичность стыка, заполняющий — прочность на разрыв, облицовочный — устойчивость к коррозии и усталостным трещинам. От качества этой операции зависит герметичность и ресурс всего трубопровода — именно стык остаётся самым уязвимым местом любой трубной системы, и на него приходится до 90% отказов при эксплуатации.
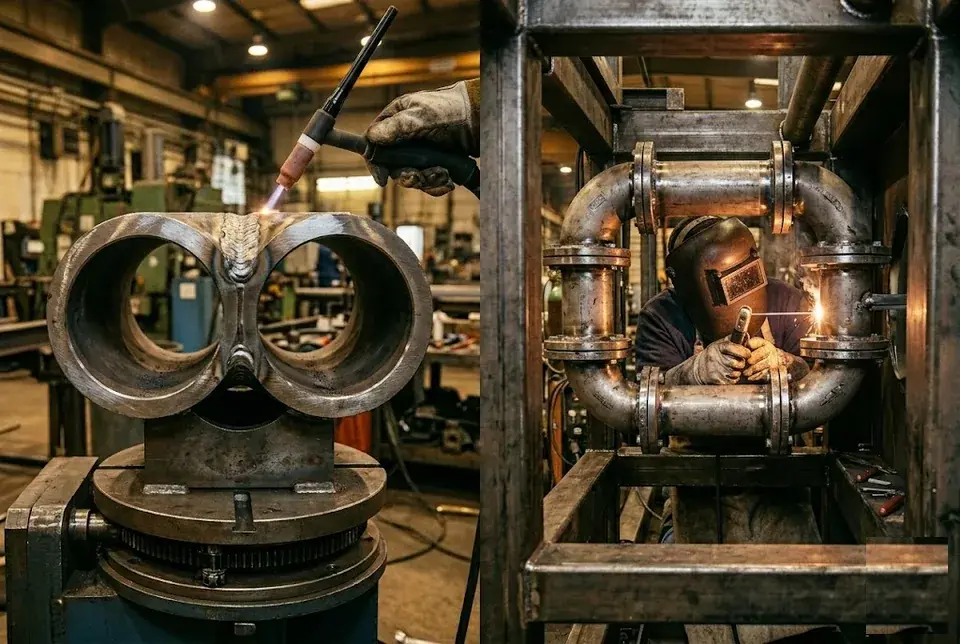
Поворотный и неповоротный стык: в чём разница
Поворотный стык сваривается в нижнем положении при вращении трубы на стенде-вращателе, а неповоротный — по кругу со сменой нижнего, вертикального и потолочного положений. При сварке поворотного стыка электрод или горелка TIG находится сверху, шлак и расплав стекают вниз — это даёт стабильное формирование шва и высокую скорость: опытный сварщик на стенде делает 2–3 стыка в час на трубах 219–426 мм. Неповоротный стык сваривают в полевых условиях, на траншее или эстакаде, без возможности вращать трубу — проход начинают в нижней точке (снизу вверх), переходят через вертикаль и завершают на потолке, где расплавленный металл норовит упасть вниз. На потолочном участке скорость наплавки снижают на 20–30%, а ток берут на 10–15 ампер меньше, чем в нижнем положении, чтобы избежать прожога. Неповоротный стык требует от сварщика владения всеми пространственными положениями — нижним, вертикальным и потолочным, что делает его освоение ключевым навыком для трубопроводчика, работающего вне цеха.
Где применяются поворотные и неповоротные стыки
Поворотные стыки применяются при монтаже трубопроводов в цеховых условиях на стендах-вращателях — это сборка технологических обвязок на заводах, изготовление узлов запорной арматуры, ремонт прямолинейных участков в мастерских. Неповоротные стыки — основная реальность полевого монтажа: прокладка магистральных нефте- и газопроводов, теплотрасс в лотках, водопроводов в траншеях, ремонтные врезки в действующие сети без остановки подачи. В полевых условиях до 90% стыков — неповоротные, поэтому сварщик трубопроводов должен уверенно работать во всех положениях, а не только в нижнем.
Сравнение поворотного и неповоротного стыка
| Параметр | Поворотный стык | Неповоротный стык |
|---|---|---|
| Положение сварки | Только нижнее | Нижнее, вертикальное, потолочное |
| Оборудование | Требуется стенд-вращатель | Не требуется |
| Производительность | 2–3 стыка в час | 1–2 стыка в час |
| Квалификация сварщика | Средняя | Высокая (все положения) |
| Типичное применение | Цеховой монтаж, заводские узлы | Полевой монтаж, трасса, ремонт |
| Риск дефектов | Низкий (стабильное формирование) | Высокий (потолочный участок) |
Подготовка стыка: разделка кромок, зазор, центровка и прихватки

Качество сварного стыка закладывается на этапе подготовки — разделка кромок, выдерживание зазора, центровка труб и фиксация прихватками. Ошибки здесь не исправить сваркой.
Разделка кромок под сварку стыка трубы
При стыковой сварке трубопровода с толщиной стенки от 4 мм обязательна V-образная разделка кромок с углом 60–70° и притуплением 1–2,5 мм. Механическая разделка на токарном станке или фаскоснимателе даёт ровную поверхность без окалины и микротрещин, тогда как термическая кислородом или плазмой оставляет окалину — её зачищают шлифкругом до блеска перед сборкой. На трубах толщиной 20 мм и более переходят на X-образную (двустороннюю) разделку — она вдвое уменьшает объём наплавленного металла и снижает деформации стыка, особенно на трубопроводах с частыми поворотами. Без разделки кромок проварить корень на трубе с толщиной стенки более 4 мм невозможно — электрод не достанет до дна стыка, и гарантированно получится непровар.
Какой зазор и притупление делать для разных диаметров труб
| Толщина стенки, мм | Угол разделки | Притупление, мм | Зазор, мм |
|---|---|---|---|
| 4–6 | 60° | 1–1,5 | 2–2,5 |
| 8–10 | 60–65° | 1,5–2 | 2,5–3 |
| 12–16 | 65–70° | 2–2,5 | 3–3,5 |
| 20 и более | X-образная (двусторонняя) | 2–2,5 с каждой стороны | 3–4 |
Центровка труб перед сваркой
Для центровки труб перед стыковой сваркой используются наружные или внутренние центраторы — они обеспечивают соосность стыка и равномерный зазор по всему периметру. Наружный центратор с винтовым или цепным зажимом подходит на трубы диаметром до 530 мм, внутренний — на диаметры от 530 мм и выше, когда требуется центровка по внутренней поверхности без смещения кромок внутрь. В практике PROFI-DOM чаще встречаются трёхзвенные цепные центраторы — они компактны и быстро переставляются, но требуют проверки соосности по четырём точкам через 90°. Сварка без центратора — грубейшее нарушение технологии: смещение кромок более 10% от толщины стенки считается браком и не допускается нормами.
Как правильно делать прихватки на стыке трубы
Прихватки выполняются в 3–4 точках равномерно по периметру стыка, длиной 30–50 мм каждая, электродом того же диаметра, что и для корневого шва. На трубах диаметром более 300 мм количество прихваток увеличивают до 5–6, располагая их симметрично, чтобы термические деформации не стянули стык в овал — на водопроводных магистралях это особенно критично при толщине стенки 10–12 мм. Каждую прихватку зачищают шлифкругом, убирая шлак и наплывы, иначе при варке корня на этом участке образуется непровар или шлаковое включение. Прихватки — это временные швы, которые становятся частью корневого, поэтому их качество должно быть не ниже основного: никаких кратеров, пор и трещин на прихватках.
Техника сварки корневого шва: как варить без прожога и непровара

Корневой шов — самый ответственный проход, с которого начинается сварка стыков труб. Он обеспечивает герметичность стыка и формирует обратный валик. Ошибки на корне не исправить заполняющими слоями.
Чем варить корень стыка трубопровода
Корень стыка трубопровода варят целлюлозными электродами (E6010, E7010) техникой «на спуск» или основными электродами (УОНИ 13/55) техникой «на подъём», а также TIG-сваркой на особо ответственных стыках. Целлюлозные электроды дают глубокий провар и работают на вертикальных участках сверху вниз — это ускоряет процесс, но требует постоянной скорости движения: остановка на 0,5 секунды пробивает стенку. Основные электроды варят «на подъём», снизу вверх, формируя более плотный шов с меньшим риском прожога при толщине стенки до 8 мм. На поворотных стыках корень часто варят в нижнем положении — там проще контролировать сварочную ванну, и целлюлозный электрод 3 мм даёт стабильный обратный валик при токе 90–110 А. Выбор электрода для корня определяет всю технологию сварки стыка: целлюлозные дают высокую скорость, но требуют твёрдой руки, основные — надёжнее, но медленнее.
Что такое замочная скважина и как её контролировать
Замочная скважина (keyhole) — это отверстие в корне шва, которое образуется при расплавлении кромок и притупления; её размер и форма показывают, что корень проварен насквозь. При правильном режиме скважина имеет овальную форму шириной 2–3 мм и движется вслед за электродом — это значит, что расплавленный металл заполняет зазор, а обратный валик формируется равномерно. Если скважина становится круглой и расширяется до 4–5 мм, ток завышен или скорость мала — металл начинает вытекать, образуя прожог. На неповоротных стыках скважина ведёт себя по-разному: на потолочном участке она склонна «проваливаться» быстрее, поэтому ток снижают на 5–10 А по сравнению с нижним положением. Контроль замочной скважины — главный навык сварщика на корневом шве: если скважина слишком большая — будет прожог, если исчезла — начался непровар.
Как избежать прожога при сварке корня стыка
Прожог корня возникает при завышенном токе, малом зазоре или медленной скорости сварки — чтобы его избежать, нужно снизить ток на 10–15% от рекомендованного и увеличить скорость движения электрода. На практике для электрода 3 мм на стенке 6 мм рабочий ток корня — 85–100 А, а не табличные 110–130 А, которые дают для заполняющих слоёв. Зазор в стыке тоже влияет: при зазоре 3 мм и более ток снижают ещё на 5–10 А, иначе расплавленный металл просто проваливается внутрь трубы. На потолочном участке неповоротного стыка добавляется сила тяжести — здесь держат минимальный зазор 1,5–2 мм и варят короткой дугой, почти без колебаний, только поступательно. Самая частая причина прожога у начинающих — попытка «прогреть» корень большим током; на самом деле корень варится быстро, без задержек, с контролем замочной скважины.
Какой ток ставить на сварку корня электродом 3 мм
На сварку корня стыка электродом 3 мм рекомендуемый ток — 80–110 А для целлюлозных электродов и 90–120 А для основных, в зависимости от толщины стенки и зазора. Для стенки 4–5 мм с зазором 2 мм достаточно 80–90 А на целлюлозе — корень проваривается без прожога, обратный валик получается высотой 1–1,5 мм. На стенке 8–10 мм с зазором 2,5 мм ток поднимают до 100–110 А, иначе корень не проварится на всю толщину притупления. Основные электроды требуют на 10–15 А больше из-за более тугоплавкого покрытия, но на потолочном участке ток снижают обратно до 90–100 А. Точное значение тока подбирается по поведению замочной скважины: если скважина широкая и «проваливается» — ток велик, если узкая или исчезает — ток мал.
TIG-сварка корня стыка: когда и зачем
TIG-сварка корня стыка применяется на ответственных трубопроводах (газ, нефть, химия) — она даёт идеально гладкий обратный валик без брызг и шлака. В отличие от MMA, где корень может иметь поры от влажного покрытия или шлаковые включения, TIG-корень проваривается с полным контролем ванны через прозрачную дугу, и сварщик видит замочную скважину в реальном времени. Процесс идёт на постоянном токе 70–100 А присадочной проволокой 2–2,4 мм с аргоном 8–10 л/мин — скорость в 2–3 раза ниже MMA, но качество корня соответствует требованиям Ростехнадзора для магистралей. На трубах диаметром от 219 мм с толщиной стенки от 8 мм TIG-корень — обязательное условие по СП 86.13330.2014 для объектов высокого давления. Комбинированный метод (TIG корень + MMA заполнение) сочетает качество корня с производительностью заполнения — это стандарт для магистральных трубопроводов высокого давления.
Порядок проходов: заполняющие и облицовочный слои

После корневого шва технология сварки трубопровода переходит к заполнению стыка многослойной сваркой. Количество проходов, техника и выбор электродов для заполняющих и облицовочного слоёв определяют прочность и внешний вид соединения.
Сколько проходов нужно для сварки стыка трубы
| Толщина стенки, мм | Корневой шов | Заполняющие слои | Облицовочный слой | Всего проходов |
|---|---|---|---|---|
| 6–8 | 1 | 1–2 | 1 | 3–4 |
| 10–12 | 1 | 3–4 | 1 | 5–6 |
| 14–16 | 1 | 4–5 | 1 | 6–7 |
| 20–25 | 1 | 6–8 | 1–2 | 8–11 |
Техника сварки заполняющих слоёв
Заполняющие слои варятся основными электродами (УОНИ 13/55, E7018) техникой «на подъём» с амплитудой колебаний, перекрывающей предыдущий слой на 1/3. Каждый последующий проход накладывается после того, как предыдущий полностью остыл до 100–150 °C — на горячий металл электрод плывёт, шов получается рыхлым. Электрод держат под углом 70–80° к оси трубы, ведут узкими поперечными колебаниями шириной 2–3 диаметра стержня, чтобы проварить боковые стенки разделки. На трубах диаметром от 530 мм с толщиной стенки 14 мм и более заполняющих проходов может быть до пяти: первые два закрывают боковые грани, следующие три заполняют центр. Каждый заполняющий слой перед наложением следующего обязательно зачищается от шлака — пропуск зачистки приводит к шлаковым включениям, которые видны только на рентгене.
Облицовочный слой: формирование внешнего вида и усиление шва
Облицовочный слой — финальный проход, формирующий внешний вид шва и его усиление; выполняется электродами диаметром 3–4 мм с плавными колебаниями для ровной чешуйчатой поверхности. На трубах ответственных трубопроводов (нефть, газ, пар) облицовочный слой варят тем же типом электрода, что и заполняющие, но на 10–15 А ниже — меньший ток даёт более мелкую чешую и снижает риск подрезов на кромках. Ширина облицовочного валика должна перекрывать разделку на 2–3 мм с каждой стороны, иначе на границе шва с основным металлом остаётся незаполненная канавка — концентратор напряжений. Высота усиления облицовочного слоя должна быть 1–3 мм — меньшее усиление ослабляет стык, большее создаёт концентратор напряжений и требует механической обработки.
Сварка неповоротных стыков труб по положениям
Неповоротный стык — основной тип соединения при полевом монтаже трубопроводов. Сварщик проходит три положения: нижнее, вертикальное и потолочное, каждое со своей техникой и режимами.
Сварка «на спуск» и «на подъём»: в чём разница
Сварка «на спуск» — движение электрода сверху вниз: высокая скорость до 30 см/мин, целлюлозные электроды E6010/E7010, применяется для корневого шва на тонкостенных трубах до 12 мм. Сварка «на подъём» — снизу вверх, основной электрод УОНИ 13/55 или E7018, глубина провара на 30–40 % больше за счёт большего времени горения дуги на единицу длины шва. На стыках труб водопровода и отопления по Алматы техника «на подъём» даёт стабильный провар корня без шлаковых включений на стенках 8–16 мм. Выбор диктуется не привычкой сварщика, а толщиной стенки и требованиями проекта: «на спуск» быстрее, но «на подъём» надёжнее для толстостенных труб.
Как варить потолочный участок неповоротного стыка без дефектов
Потолочный участок неповоротного стыка варится током на 10–15 % ниже, чем для нижнего положения — для электрода диаметром 3 мм это 70–80 А вместо 90–100 А, короткой дугой не длиннее 1–2 мм и минимальными колебаниями — чтобы расплавленный металл не стекал вниз. Ширина валика на потолке не превышает 8–10 мм против 12–15 мм на нижнем положении, скорость прохода снижается до 8–10 см/мин. При сварке таких соединений в практике PROFI-DOM применяют технику «челнок»: три коротких колебания — остановка на 0,5–1 секунду для кристаллизации ванны. На потолочном участке критически важна длина дуги: длинная дуга даёт разбрызгивание и подрезы, короткая — формирует ровный шов без наплывов.
Последовательность сварки неповоротного стыка
Неповоротный стык варится в последовательности: нижний участок (от 6 до 3 часов), вертикальный (от 3 до 12 часов), затем вторая половина — от 6 до 9 и от 9 до 12 часов. Каждый участок перекрывает предыдущий на 15–20 мм ради исключения непровара в зоне перехода. Техника «вразбежку» — чередование участков на разных сторонах стыка — предотвращает перегрев и коробление трубы, особенно на тонкостенных трубопроводах 4–6 мм, где локальный нагрев до 500 °C может деформировать кромки.
Сравнение техник «на спуск» и «на подъём»
| Параметр | «На спуск» | «На подъём» |
|---|---|---|
| Скорость сварки | Высокая (до 30 см/мин) | Средняя (10–15 см/мин) |
| Глубина провара | Средняя | Глубокая |
| Электроды | Целлюлозные (E6010, E7010) | Основные (УОНИ 13/55, E7018) |
| Толщина стенки | До 12 мм | Любая |
| Применение | Корневой шов, тонкостенные трубы | Заполняющие слои, ответственные стыки |
На магистральных трубопроводах часто комбинируют: корень «на спуск» целлюлозными электродами, заполнение «на подъём» основными — это оптимальный баланс скорости и качества.
Контроль качества сварных стыков и типичные дефекты
Контроль качества сварных стыков — обязательный этап, без которого трубопровод не вводят в эксплуатацию. Четыре основных метода контроля выявляют дефекты на разных стадиях и с разной точностью.
Визуально-измерительный контроль (ВИК) сварных стыков
Визуально-измерительный контроль (ВИК) — первый и обязательный метод проверки сварного стыка, выявляющий внешние дефекты: подрезы, наплывы, кратеры, трещины, неравномерность усиления шва. Сварщик вооружается лупой с 4–7-кратным увеличением и шаблоном УШС — им меряют высоту усиления, глубину подрезов и ширину шва. Нормы по СНиП 3.05.03-85: для трубы 159 мм высота усиления допускается 2–3 мм, подрез — не более 0,5 мм при глубине 0,5–1 мм. На тепловых сетях алматинских ТЭЦ ВИК часто фиксирует наплывы на потолочном участке неповоротного стыка — их подрезают болгаркой до контрольного замера. ВИК проводится до любых других методов контроля и до зачистки шва — многие дефекты (трещины, кратеры) видны только на необработанной поверхности.
Ультразвуковая дефектоскопия (УЗК) и радиографический контроль
Ультразвуковая дефектоскопия (УЗК) выявляет внутренние дефекты — непровар, шлаковые включения, поры, а радиографический контроль (рентген) даёт снимок всего стыка с документальным подтверждением качества. УЗК-дефектоскоп (например, А1212 «Мастер» на частоте 2,5 МГц) прозвучивает стенку трубы через призму-искатель, отражая сигнал от границы дефекта — на экране оператор видит амплитуду импульса и расстояние до дефекта. Для труб 57–426 мм норма браковки по ГОСТ Р 55725: непровар корня более 10% толщины стенки — стык в брак. Радиографический контроль даёт снимок на плёнку или цифровой детектор — на нём непровар выглядит как тёмная непрерывная полоса, поры — как тёмные точки. На трубопроводах водоснабжения по Алматы УЗК обязателен для стыков с давлением выше 1,6 МПа, рентген — для перехода через дороги и под фундаментами. УЗК быстрее и дешевле рентгена, но требует высокой квалификации оператора и не даёт документального снимка — для ответственных трубопроводов часто требуют оба метода.
Типичные дефекты корневого шва: причины и предотвращение
| Дефект | Причина | Как предотвратить |
|---|---|---|
| Непровар корня | Малый ток, большой зазор, высокая скорость | Увеличить ток на 10–15%, уменьшить зазор до 2–3 мм, снизить скорость |
| Прожог корня | Большой ток, малый зазор, медленная скорость | Снизить ток, увеличить зазор до 3–4 мм, поднять скорость |
| Вогнутость корня | Большой зазор, малый притупление, высокая температура | Уменьшить зазор до 2–3 мм, увеличить притупление до 1,5–2 мм |
| Подрез корня | Неправильный угол электрода, высокий ток | Выровнять угол до 10–15°, снизить ток |
Большинство дефектов корня предотвращается правильным выбором тока и скорости — эти параметры подбираются под конкретный зазор и притупление, а не по таблице.
Заключение
Стыковая сварка трубопровода — многоэтапный процесс, где каждый шаг влияет на прочность и герметичность соединения. Соблюдение технологии на всех этапах гарантирует долговечность линии.
Главные выводы
- Подготовка стыка — основа качества: правильная разделка кромок, зазор 2–4 мм и притупление 1–2 мм обеспечивают провар корня без прожогов.
- Корневой шов — самый ответственный проход: техника «замочной скважины» и контроль тока предотвращают непровар и вогнутость.
- Последовательность проходов — от корня к облицовке: заполняющие швы набирают толщину, облицовочный формирует гладкую поверхность без подрезов.
- Неповоротные стыки требуют сварки по положениям: нижнее → вертикальное → потолочное, с изменением тока и скорости для каждого участка.
- Контроль качества — обязательный этап: визуальный осмотр, УЗК и радиография выявляют дефекты до того, как трубопровод будет введён в эксплуатацию.
(по предварительной записи)


